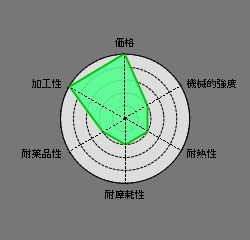
PMMA(アクリル)
| 特長 | 注意点 |
|---|---|
|
|
    |
アクリル(ナチュラル) |
単位 |
ASTM 試験方法 |
一般用 |
キャストシート |
|
|---|---|---|---|---|
| 透明性 |
|
透明~不透明 |
― |
|
| 比重 |
|
D792 |
1.17~1.20 |
1.17~1.20 |
| 引張強さ | MPa |
D638 |
48~73 |
55~76 |
| 破断時伸び | % |
D638 |
2~5 |
2~7 |
| 引張弾性率 | MPa |
D638 |
2200~3200 |
2400~3100 |
| 圧縮強さ | MPa |
D695 |
73~125 |
76~131 |
| 曲げ強さ | MPa |
D790 |
73~131 |
82~118 |
| 衝撃強さ アイゾットノッチ | J/m |
D256 |
11~22 |
16~22 |
| 硬さ ロックウェル |
|
D785 |
M68~105 |
M80~100 |
| 硬さ ショア |
|
D2583 |
― |
― |
| 線膨張率 | ×10-5/℃ |
D696 |
5.0~9.0 |
5.0~9.0 |
| 荷重撓み温度1.81MPa | ℃ |
D648 |
68~99 |
71~102 |
| 耐熱温度(連続) | ℃ |
|||
| 体積抵抗率 | Ω・cm |
D257 |
>1014 |
― |
| 絶縁破壊強さ | kV/mm |
D149 |
16~20 |
18~22 |
| 誘電率 | 106Hz |
D150 |
2.2~3.2 |
― |
| 耐アーク性 | sec |
D495 |
トラックなし |
― |
| 吸水率(24h) | 重量% |
D570 |
0.1~0.4 |
0.2~0.4 |
| 燃焼性 | mm/min |
D635 |
386~775 |
― |
| 耐酸・耐アルカリ性 |
|
D543 |
酸化性酸に侵される |
― |
| 耐溶剤性 |
|
D543 |
ケトン、エステル、芳香族炭化水素、塩素化炭化水素に溶解 | ― |
- 油を入れるタンクの窓(油面計)の製作をお願いしたいのですが、どの様な素材を選んだらよいでしょうか?
- 油面計は弊社でも納入実績がありますが、アクリルで作られることが多いようです。
- アクリルにはキャストと押し出しというものがあるそうですが、どのように違うのですか?
- ガラス板の間にアクリル原材料と重合開始材を封入して重合させてものがキャスト板です。一方、押し出し材は、粘土状のアクリルをローラーで押し出すように板状に成型したものです。キャスト板は高価で、板厚にバラつきが生じますが、物性が良く硬いという特長があります。押し出し材は、安価で、接着性、曲げ加工性に優れますが、反りやすく、粘っこく柔らかいイメージです。用途により様々使い分けをしますので、お問い合わせください
- 透明アクリルに白く塗装をして、裏から文字を彫刻したいのですが、塗装代は高いですか?また、塗装は禿やすくないですか?
- アクリル銘板用に、あらかじめ低温焼き付け塗装をした製品があります。価格もリーズナブルで、塗膜も比較的丈夫ですが、通常、この板材を使用する場合は、塗膜を裏側にして裏彫り彫刻しますので、塗膜面が表に来ることはなく塗膜剥離の心配はあまりないと思います。
- 御社の所有するマシニングセンターという機械で、アクリルの抜き文字を作ることは可能ですか?
- コーナーRの条件が付きますが、製作は可能です。ただ、切削面も真っ直ぐで綺麗な反面、時間がかかる分、割高になってしまいます。切り文字でしたら加工賃が安価な炭酸ガスレーザー加工機で製作されることをお勧めします。
- アクリルに艶をだしたいのですが、どんな方法がありますか?
- もっとも一般的なアクリル艶だし方法がバフ磨きです。バフ磨きは、フェルトを重ねた布を機械で回転させて磨き粉をつ付けて磨く方法で、比較的大きな面積を磨く時に使用します。もう一つが、水素ガスで磨く方法ですが、正確に言うと磨くのでは無く、水素ガス発生機で得た水素ガスをガスバーナーのようにしてアクリルの表面を熱ダレさせて艶を得る方法です。他にも溶剤でアクリルの表面を侵して艶を得る方法や、研磨剤を使って直接手で磨く方法もあります。
- アクリル接着の際、接着面に気泡のようなものが入ることがありますが、無気泡接着は可能ですか?
- アクリルの無気泡接着ですが、狙って出来るときもあれば、出来ない時もあります。無気泡でも経年変化で気泡が発生することもありますので、無気泡接着はお断りさせていただいております。因みに、比較的大きな接着面をとれる場合は、可視光重合接着という接着方法も可能なのですが、可視光重合接着の場合は比較的気泡が少なく綺麗に接着することも可能です。
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|